生产工艺热轧 冷轧 精轧
形状U型
计重方式过磅
加工服务按需加工
加工定制是
质量等级A
运输方式货运 车运
执行标准国标
加工工艺分条
材质304L 316L
可售卖地全国
本公司长期备有大量库存,努力做到品种规格全,产品质量优,价格廉。公司强调客户导向和市场导向,不断拓宽服务范围,提高服务深度和精度,成为众多钢材终端用户的***供应商。
公司经营理念:
“诚信求生存,共赢谋发展” ----------“与时俱进、共创双赢”
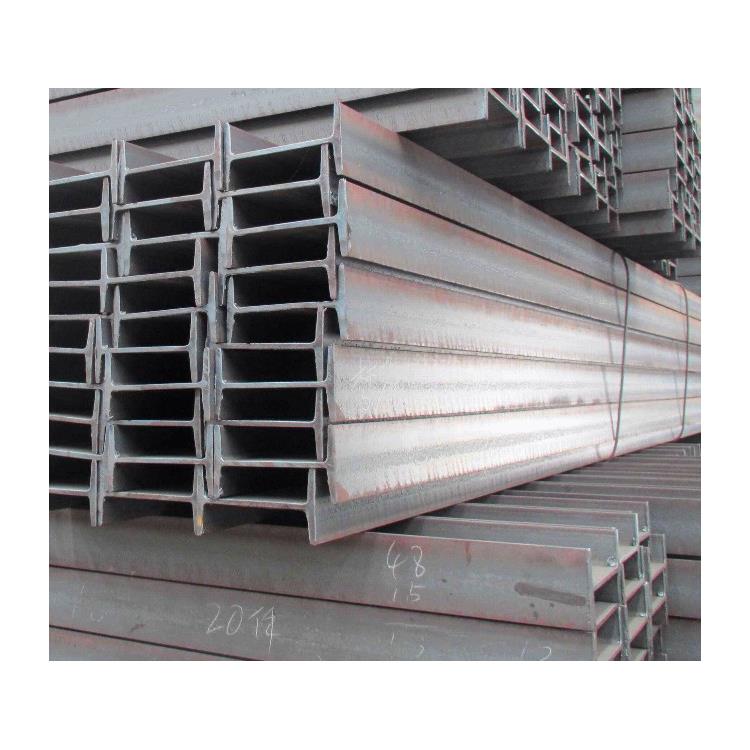
浅析304不锈钢工字钢加工折弯主要的注意事项
加工焊接:焊接之前应除掉有害于焊接的锈、油、水份、油漆等,选定适合钢种的焊条。点焊时间距比碳钢点焊间距短,除掉焊渣时应使用不锈钢管刷。焊完以后,为了防止局部腐蚀或强度下降,应对表面进行研磨处理或清洗。
切断以及冲压:由于不锈钢比一般材料强度高,所以冲压以及剪切时需要更高的压力,而刀与刀间隙准确时才能不发生切变不良和加工硬化,好采用等离子或激光切断,当不得不采用气割或电弧切断时,对热影响区进行研磨以及必要进行热处理。
加工折弯:簿板可以折弯到180,但为了减少弯面的裂纹同半径大小好板厚的,厚板沿压延方向时给板厚半径,与压延垂直方向弯曲时给板厚的半径是有必要的,特别是在焊接时,为了防止加工开裂应对焊接区进行表面研磨。

不锈钢钣金加工的过程是理论与实践的结合,是将有关机械制造的基本工艺知识、基本工艺方法和基本工艺实践等**结合起来的一道制作过程。在钣金加工的过程中,要注意以下方面:
在使用样本图纸时,展开方式要便于节省材料和加工的及时性;压铆、撕裂、冲凸点(包)等位置方向,要画出剖视图,便于加工的便利性,也更能直观地理解;要核对板厚、材质以及板厚公差等参数;角度,如折弯角内半径(一般R=0.5)要试折而定展开;如果有容易出错的地方,应该重点表明,以示提示;如果有尺寸较多、较复杂的地方,应该把此部分图放大;有需要烤漆或保护的,也应做好提示。

不锈钢工字钢化学成分属一般结构用轧制钢材系列?主要检验指标为C、Mn、P、S四项。根据牌号不同,含量各有差别,大致范围为C<0.08%、Mn,2.0、P<0.035%、S<0.03%.

不锈铁系列?00Cr12、0Cr12、00Cr13、0Cr13、1Cr13、2Cr13、3Cr13、4Cr13、0Cr17、1Cr17、Y1Cr13(416)、Y1Cr17(430F)等。
我们公司始终坚持”诚信为本、质量至上“理念,行业健康发展。本着合作互惠互利的发展理念,愿与新老朋友们一起,共同奔向美好未来!
http://cqrenbang.b2b168.com